


اگر قصد دارید درباره ی جوش لب به لب بدانید، یا میخواهید اتصالاتی که با جوشکاری لب به لب تولید می شود را بخرید؛ تا انتهای این مقاله همراه ما باشید.
جوش بات فیوژن (جوش لب به لب) چیست؟
جوشکاری لب به لب یا جوشکاری بات فیوژن یکی از رایجترین روشهای اتصال دو قطعه به یکدیگر است که در آن لبههای دو قطعه در تماس کامل با هم قرار گرفته و با اعمال حرارت و فشار ذوب شده و به هم متصل میشوند. این روش جوشکاری به دلیل ایجاد اتصالی قوی و یکپارچه، در صنایع مختلف از جمله ساخت و ساز، نفت و گاز، پتروشیمی و خودروسازی کاربرد فراوانی دارد.
مراحل جوشکاری لب به لب عبارت اند از:
- تمیزکاری انتها و لبه لوله یا اتصال پلی اتیلن : در این مرحله قبل از قرارگیری لوله یا اتصال در دستگاه، سطوح داخلی و لبه آنها را با دستمال تمیز نموده تا مواد خارجی گرد و خاک و… از لبه جوش زدوده شود.
- قرارگیری دو لبه جوش در دستگاه: لوله ها و اتصالات را درون فک دستگاه قرار می دهیم.
- صاف نمودن انتهای لوله و اتصال: در این مرحله پس از قرارگیری لوله ها و اتصالات بر روی فک، لبه های جوش توسط دستگاه کف تراش، صاف و صیقلی می نماییم.
- تمیز نمودن لبه جوش: با استفاده از پارچه مرطوب شده با الکل لبه جوشی لوله ها و اتصالات را تمیز نموده تا از هرگونه چربی، کثیفی و آلودگی پاک گردد.
- تراز نمودن دو سطح جوش: با استفاده از فک دستگاه های جوش بات فیوژن، دو انتهای لوله یا اتصال را با یکدیگر هم محور یا هم تراز می نماییم که با توجه به تلرانس تعیین شده در استاندارد لوله و اتصالات در ارتباط با ضخامت و قطر خارجی، ممکن است این امر به طور کامل انجام نپذیرد. که این انحراف مطابق استاندارد EN8018648 تا 10% ضخامت دیواره و لوله ها یا اتصالات، بلامانع می باشد.
- ذوب نمودن انتهای لوله یا اتصال: با استفاده از اتو یا صفحه داغ، انتهای لوله یا اتصال که در تماس کامل لبه جوش می باشد، به صورت همزمان مذاب می نماییم.
- اتصال انتهای لوله و اتصال : پس از مذاب نمودن انتهای لبه جوش و پس از برداشتن صفحه داغ، دو لبه جوش را تحت فشار مشخص که این فشار توسط جک هیدرولیک دستگاه جوش ایجاد می گردد، قرار می دهیم تا عملیات مجذوب شدن لبه های جوش انجام پذیرد.
- خنک کاری: در این مرحله، محل اتصال مذاب شده جهت خنک شدن و ایجاد استحکام و دستیابی به یکپارچگی محل اتصال، برای مدت زمان مشخص در دستگاه جوش باقی می ماند.
هم اکنون با توجه به بیان مراحل جوش بات فیوژن به ارائه چند نکته مهم در ارتباط با این نوع جوش می پردازیم.
- اگر بعد از عملیات جوش بات فیوژن در محل اتصال ناهم محوری مشاهده گردید، این جوش از لحاظ کیفی مورد تایید نمی باشد.
- در صورت وجود پلیسه در محل اتصال، جوش بات فیوژن مورد نظر نمی تواند پارامترهای کیفی لازم و مورد قبول را داشته باشد.
- یکی از آزمایشات ظاهری جوش بات فیوژن مطابق شکل ذیل این است که همواره می بایست بزرگتر از صفر باشد.
- در ادامه به بررسی سایر تفاوت جوش الکتروفیوژن و بات فیوژن می پردازیم.
آزمون های تست جوش لب به لب
این نوع جوش دارای دو نوع آزمون هیدرواستاتیک و کشش می باشد. آزمون هیدرواستاتیک جهت ارزیابی کیفی جوش بات فیوژن مطابق استاندارد ISO16770 و آزمون کشش یا تنسایل بر اساس استاندارد ISIRZ17304 می باشد که این استانداردها را می توانید از آرشیو استانداردهای سایت شرکت تکاب اتصال دماوند استخراج نمایید. لازم به ذکر است این دو آزمون که در این مقاله به آن اشاره شده است، از گروه تست های مخرب می باشد.
آزمایشگاه تکاب اتصال دماوند
آزمایشگاه تکاب اتصال با دارا بودن پیشرفتهترین تجهیزات و دستگاههای تست لوله پلی اتیلن، به عنوان یکی از مجهزترین مراکز آزمایشگاهی در این زمینه شناخته میشود. این آزمایشگاه با انجام طیف گستردهای از آزمونها بر روی لولههای پلی اتیلن، از کیفیت و عملکرد مطلوب این محصولات اطمینان حاصل میکند. تجهیزات تخصصی این آزمایشگاه امکان ارزیابی دقیق خواص مکانیکی، فیزیکی و شیمیایی لولههای پلی اتیلن را فراهم آورده و به این ترتیب، انتخاب بهترین گزینه برای کاربردهای مختلف را تسهیل مینماید. با تکیه بر دانش فنی و تجربهی کارشناسان مجرب، آزمایشگاه تکاب اتصال به عنوان مرجعی قابل اعتماد در صنعت لوله و اتصالات پلی اتیلن شناخته شده است.
شما می توانید لوله پلی اتیلن و اتصالات با کیفیت را با خیال راحت از تکاب اتصال دماوند تهیه بفرمایید.
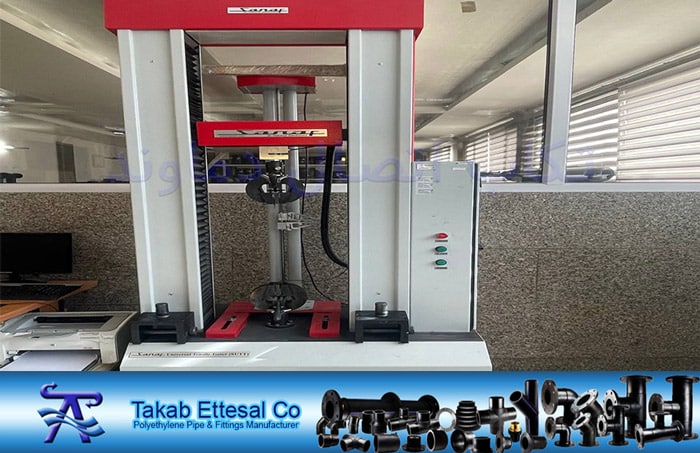
دستگاه تست کشش لوله تکاب اتصال دماوند
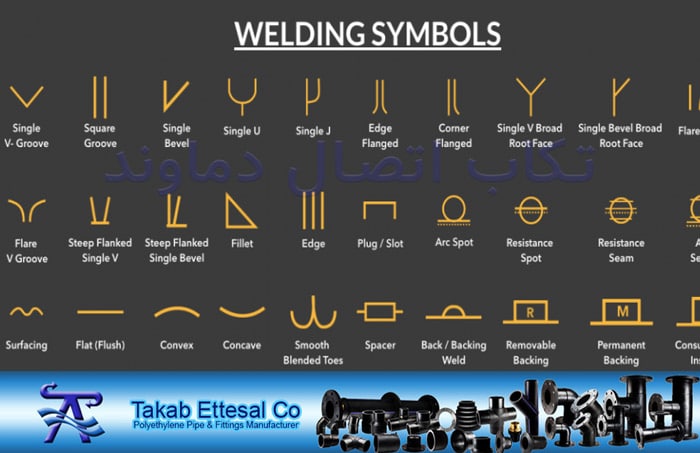
4 علامت جوش لب به لب
علامت جوش لب به لب در نقشه های جوشکاری، نمادی است که مشخص می کند در آن نقطه از قطعه، دو لبه به هم جوش داده می شوند. این علامت به صورت یک خط مستقیم و ساده نشان داده می شود که محل اتصال دو قطعه را مشخص می کند.
عناصر اصلی تشکیل دهنده یک نماد جوش لب به لب در نقشه های جوشکاری عبارتند از:
- خط مرجع: خطی است که نشان دهنده محل جوش است.
- فلش: جهت فلش نشان می دهد که جوش در کدام طرف خط مرجع قرار دارد.
- علامت جوش: خطی مستقیم و ساده است که نشان دهنده نوع جوش لب به لب است.
- مشخصات جوش: ابعاد جوش (عمق، طول، زاویه)، نوع آماده سازی لبه، روش جوشکاری و سایر مشخصات مورد نیاز در این قسمت از نقشه درج می شود.
نکات مهم در مورد علامت جوش لب به لب
سادگی: علامت جوش لب به لب بسیار ساده و قابل فهم است.
وضوح: تمام مشخصات جوش باید به وضوح و به طور کامل در نقشه درج شود.
استاندارد: از استانداردهای بین المللی و ملی برای ترسیم نمادهای جوشکاری استفاده شود.
تفاوت جوش الکتروفیوژن و بات فیوژن
جوش الکتروفیوژن و لب به لب دو روش متداول برای اتصال لولههای پلاستیکی هستند. در جوش لب به لب، دو سر لوله با استفاده از حرارت و فشار مستقیم به هم متصل میشوند، در حالی که در جوش الکتروفیوژن، از یک اتصالات مخصوص با المنت حرارتی استفاده میشود که با عبور جریان برق، لولهها را در اطراف آن ذوب کرده و اتصال برقرار میشود. جوش الکتروفیوژن به طور کلی دقت و کیفیت بالاتری دارد و برای شرایط محیطی سختتر مناسب است، در حالی که جوش لب به لب پلی اتیلن سادهتر و برای پروژههای کوچکتر و با بودجه محدود مناسبتر است.
مزایای جوش الکتروفیوژن در مقایسه با جوش بات فیوژن
- با توجه به اینکه در جوش الکتروفیوژن سطح خارجی لوله درگیر می گردد و هیچ وابستگی به ضخامت لبه جوش (SDR)، لوله ندارد، می توان ضخامت های مختلف را جوشکاری نمود که این موضوع در جوش بات فیوژن وجود ندارد.
- در جوش الکتروفیوژن دو لبه جوش لوله و اتصال با یکدیگر متصل می گردد و هیچ گونه برآمدگی مانند جوش بات فیوژن وجود ندارد که این مطلب موجب افت فشار نمی گردد.
- سرعت عمل در جوش الکتروفیوژن به مراتب بالاتر از جوش بات فیوژن می باشد به عنوان مثال در صورت جوش بات فیوژن در سایز 63 میلیمتر مطابق استانداردهای مربوطه تقریبا 20 الی 25 دقیقه می باشد که این زمان جوش الکتروفیوژن تقریبا به 1 الی 3 دقیقه می رسد.
- عدم وابستگی کیفیت جوش به نیروی انسانی: با توجه به اینکه جوش الکتروفیوژن به صورت اتوماتیک توسط دستگاه جوش الکتروفیوژن انجام می پذیرد، نیروی انسانی هیچ گونه دخالتی در کیفیت جوشکاری ندارد، این در حالی است که بعضی از مراحل جوش بات فیوژن همچون برداشتن اتو( صفحه داغ) اعمال فشار هیدرولیکی، زمان پخت و … کاملا به صورت دستی و توسط نیروی انسانی انجام می پذیرد. که این عوامل باعث دخالت نیروی انسانی در کیفیت جوش بات فیوژن می گردد.
- قیمت پایین تر دستگاه جوش الکتروفیوژن: معمولا در جوش بات فیوژن در محدوده ی سایزی 63 الی 630 میلیمتر نیاز به 2 الی 3 دستگاه وجود دارد که معمولا در جوش الکتروفیوژن این محدوده سایزی با یک دستگاه جوشکاری می گردد.
- مقاومت بالا در برابر تنش های محیطی: به علت بالا بودن مساحت سطح مقطع جوشکاری شده در جوش الکتروفیوژن در مقایسه با جوش بات فیوژن، جوش الکتروفیوژن دارای مقاومت بالاتری در برابر تنش های محیطی در مقابل جوش بات فیوژن دارد. بنابراین مقاومت جوش لب به لب کمتر از مقاومت جوش الکتروفیوژن می باشد.
- عدم درگیری دستگاه و زمان و خنک کاری: در جوش الکتروفیوژن زمان خنک کاری جوش، نیازی به مشغول بودن دستگاه جوش ندارد در صورتی که در جوش بات فیوژن، زمان خنک کاری لوله یا اتصال می بایست در دستگاه تحت فشار مشخص قرار گیرند.
- امکان گزارش گیری از دستگاه جوش الکتروفیوژن: در جوشکاری الکتروفیوژن به دلیل امکان استخراج اطلاعات جوش اعم از زمان، سایز، مقدار ولتاژ ورودی و خروجی، نوسانات جریان برق(در صورت وجود)، اجرا و یا عدم اجرای تمام مراحل جوشکاری و حتی در بعضی از دستگاه ها مکان جوشکاری توسط GPS وجود دارد که این امر موجب عدم نیاز به ناظر کیفی جوش در محل پروژه می گردد.
- سهولت در جوشکاری در ارتفاعات و مناطق دشوار با توجه به اینکه دستگاه جوش الکتروفیوژن بسیار کوچک و کم وزن می باشد، جوشکاری در ارتفاعات را بسیار سهل و آسان نموده است.

جهت مشاوره و خرید اتصالات پلی اتیلن الکتروفیوژن با کارخانه تکاب اتصال تماس بگیرید.
اتصالات که با جوش لب به لب تولید می شوند
تکاب اتصال دماوند تولید کننده و صادر کننده لوله و اتصالات پلی اتیلن و پلی پروپیلن می باشد. محصولات بسیاری توسط این شرکت تولید می شود که برخی توسط جوش بات فیوژن تولید و توزیع می شود. برخی از این اتصالات را در ادامه برایتان آورده ایم:
- تبدیل تک پله
- تبدیل غیر هم مرکز
- چهارراهی پلی اتیلن
- زانو پلی اتیلن
- سه راه پلی اتیلن
- فلنج پلی اتیلن
- کپ پلی اتیلن
جهت اطلاع از قیمت و یا خرید اتصالات بات فیوژن برند تکاب اتصال دماوند با کارشناسان ما تماس بگیرید.
چرا لوله و اتصالات پلی اتیلن لب به لب را از تکاب اتصال بخریم؟
تکاب اتصال یکی از برندهای شناخته شده و معتبر در زمینه تولید لوله و اتصالات پلی اتیلن در ایران است. انتخاب این برند برای خرید لوله و اتصالات لب به لب، دلایل متعددی دارد که در زیر به برخی از مهمترین آنها اشاره میشود:
- کیفیت بالا و استانداردهای بینالمللی مواد اولیه مرغوب: تکاب اتصال از مواد اولیه با کیفیت بالا و استاندارد در تولید محصولات خود استفاده میکند. این امر باعث افزایش طول عمر و مقاومت محصولات در برابر عوامل محیطی میشود.
- کنترل کیفیت دقیق: این شرکت دارای سیستم کنترل کیفیت دقیق و مستمری است که تضمینکننده کیفیت بالای محصولات تولیدی است.
- گواهینامههای معتبر: محصولات تکاب اتصال دارای گواهینامههای معتبر بینالمللی هستند که نشاندهنده کیفیت و استاندارد بودن آنها است.
- تنوع محصولات انواع اتصالات: تکاب اتصال طیف گستردهای از اتصالات پلی اتیلن از جمله اتصالات لب به لب، الکتروفیوژن و تزریقی را تولید میکند.
- سایزهای مختلف: محصولات این شرکت در سایزهای مختلف تولید میشود که این امر امکان انتخاب محصول مناسب برای کاربردهای مختلف را فراهم میکند.
- تجربه و تخصص سابقه طولانی: تکاب اتصال با سالها تجربه در زمینه تولید لوله و اتصالات پلی اتیلن، دانش و تخصص بالایی در این حوزه دارد.
- تیم فنی مجرب: این شرکت دارای تیم فنی مجرب و متخصص است که قادر به ارائه مشاورههای فنی به مشتریان است.
- خدمات پس از فروش گارانتی محصولات: محصولات تکاب اتصال دارای گارانتی هستند که نشاندهنده اطمینان این شرکت از کیفیت محصولات خود است.
- انجام پروژه های صنعتی :تکاب اتصال دماوند با سالها تجربه در اجرای پروژههای صنعتی، سابقهای درخشان در اجرای موفق پروژههای پیمانکاری دارد. برای مشاهدهی نمونه کارهای متنوع ما، به بخش پروژهها در منوی همین سایت مراجعه فرمایید.
تکاب اتصال دماوند تولید کننده و صادرات کننده لوله و اتصالات پلی اتیلن و پلی پروپیلن





